
Un sensor de monitoreo de vibración certificado ATEX para áreas peligrosas mide la vibración de máquinas en equipos rotativos instalados en ambientes clasificados. Se utiliza en motores, bombas, ventiladores, cajas de engranajes, sopladores y activos similares donde se necesita monitoreo continuo de condición y donde los dispositivos electrónicos estándar pueden no ser adecuados.
Este sensor combina medición de vibración triaxial, transmisión inalámbrica de datos y certificación para áreas peligrosas en un solo dispositivo. El resultado es una forma práctica de extender el mantenimiento predictivo a entornos con gas y polvo sin depender de un sensor cableado en cada punto.
Certificación ATEX e IECEx para áreas clasificadas de gas y polvo
La certificación ATEX e IECEx permiten que el sensor se utilice en áreas industriales donde puede haber gas o polvo peligroso. Esto es importante para plantas que necesitan monitoreo de vibración en ubicaciones clasificadas y no pueden usar dispositivos estándar para esas áreas.
Esto es especialmente relevante en industrias como petróleo y gas, petroquímica, procesamiento químico, minería, generación de energía y manejo de granos o materiales a granel, donde los equipos rotativos frecuentemente operan en ambientes clasificados y aún requieren sensores de monitoreo de vibración certificados ATEX.
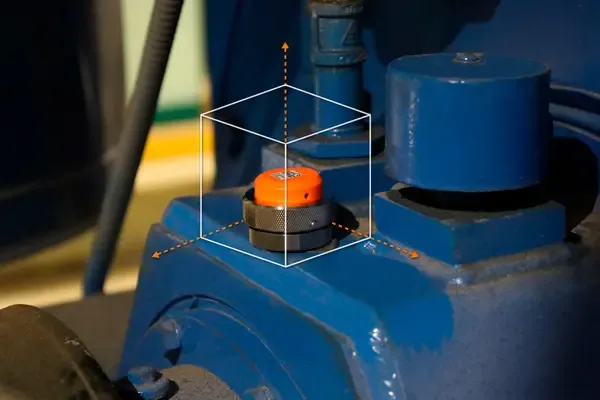
Medición triaxial de vibración para mayor visibilidad de la máquina
Esto proporciona una visión más amplia del comportamiento de la máquina que una lectura en una sola dirección y mejora la capacidad de rastrear cambios en la respuesta a lo largo del tiempo.
Los datos de tres ejes son útiles cuando la vibración cambia con la carga, la estructura, la condición de montaje o el tipo de falla. También ayuda cuando el objetivo no es solo detectar que la vibración aumentó, sino entender cómo se mueve la máquina y cómo está evolucionando esa respuesta.

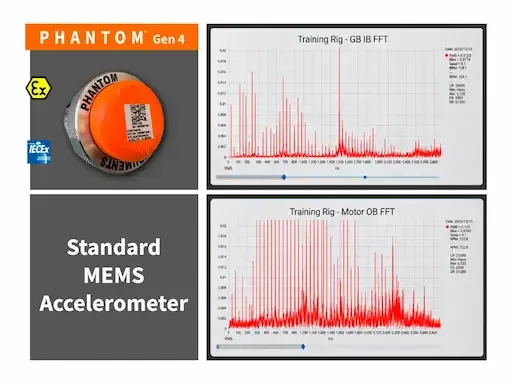
Datos completos de forma de onda y FFT para análisis de vibración
Los datos completos de forma de onda y FFT dan al analista acceso al comportamiento de vibración bruto de la máquina, no solo valores globales procesados. La forma de onda ayuda a identificar eventos de impacto, modulación, inestabilidad y patrones repetitivos, mientras que la FFT ayuda a separar frecuencias mecánicas, armónicos, bandas laterales y contenido de alta frecuencia asociado con mecanismos de falla específicos.
El analista puede evaluar frecuencias de falla, estructura armónica, distribución de energía espectral y cambios a lo largo del tiempo para apoyar el diagnóstico de desbalance, desalineación, holgura, resonancia y problemas relacionados con rodamientos. Para el monitoreo de condición, el valor no es solo que el sensor detecte un cambio, sino que proporciona suficiente detalle de señal para que el analista interprete la respuesta de la máquina con mayor confianza.
Menor ruido del sensor para un análisis de vibración más confiable
Un menor ruido del sensor mejora la calidad de la señal de vibración y hace que las respuestas más pequeñas de la máquina sean más fáciles de distinguir del fondo del sensor. Un piso de ruido más bajo permite al analista ver componentes de baja amplitud con mayor claridad, especialmente en aplicaciones donde las fallas en etapas tempranas, los armónicos más débiles o los cambios sutiles en el contenido espectral de otro modo quedarían enmascarados.
El analista obtiene mejor visibilidad en la forma de onda y la FFT, lo que mejora el uso de herramientas de diagnóstico como evaluación de armónicos, revisión de bandas laterales, seguimiento de frecuencias de falla, comparación espectral y correlación de tendencias a lo largo del tiempo.
“Con el sensor de monitoreo de vibración certificado ATEX para áreas peligrosas PHANTOM® G4, estamos eliminando una de las últimas barreras en el monitoreo de condición. Proporciona información continua de vibración en entornos peligrosos de manera segura, desbloqueando datos críticos de activos que antes se consideraban intocables y transformando la forma en que se toman decisiones en operaciones de alto riesgo”
Juan Pablo Mendoza
Director de Desarrollo de Erbessd Instruments
Dos versiones para diferentes condiciones de máquina
El sensor de monitoreo de vibración certificado ATEX PHANTOM® Gen 4 está disponible en más de una versión para que el usuario pueda seleccionar el comportamiento del sensor que mejor se adapte al activo, al igual que con otras soluciones de la familia PHANTOM y en todo el ecosistema Erbessd. En lugar de forzar una configuración en todas las aplicaciones, dos versiones permiten que el sensor se ajuste más estrechamente a la máquina, el objetivo de medición y la estrategia de monitoreo.
Una versión está destinada a un mayor rango dinámico, mientras que la otra está destinada a mayor sensibilidad y menor ruido. Esto permite mantener la misma arquitectura de monitoreo inalámbrico, entorno de software y flujo de trabajo general, mientras se selecciona el sensor que mejor se adapta al nivel de vibración, el contenido de frecuencia y la prioridad de diagnóstico de cada máquina.
| Especificaciones Técnicas - Alta Gama | ||
|---|---|---|
| Código de producto | EPH-V83 | |
| Sensor integrado | Sensor MEMS de bajo ruido | |
| Resolución de detección (X, Y, Z) | 460 µg | |
| Rango de frecuencia | 0.0 Hz a 8 kHz | |
| Rango dinámico (configurable) | ±15 / ±30 / ±60 g | |
| Tiempo de grabación (s) 3 ejes | 1 | 2 |
| Tiempo de grabación (s) 1 eje | 3 | 6 |
| Frecuencia de muestreo (Hz) | 32,000 | 16,000 |
| Frecuencia máxima | 8 kHz | 8 kHz |
| Líneas de resolución | Triaxial - 12,800 Eje único - 25,600 | |
| Ruido espectral (x,y) | 44 µg/√Hz | |
| Ruido espectral (z) | 55 µg/√Hz | |
| Especificaciones Técnicas - Alta Sensibilidad | ||
|---|---|---|
| Código de producto | EPH-V82 | |
| Sensor integrado | Sensor MEMS de bajo ruido | |
| Resolución de detección (X, Y, Z) | 460 µg | |
| Rango de frecuencia | 0.0 Hz a 4 kHz | |
| Rango dinámico (configurable) | ±4 / ±8 / ±16 g | |
| Tiempo de grabación (s) 3 ejes | 1 | 2 |
| Tiempo de grabación (s) 1 eje | 3 | 6 |
| Frecuencia de muestreo (Hz) | 32,000 | 16,000 |
| Frecuencia máxima | 4 kHz | 4 kHz |
| Líneas de resolución | Triaxial - 12,800 Eje único - 25,600 | |
| Ruido espectral (x,y) | 20 µg/√Hz | |
| Ruido espectral (z) | 27 µg/√Hz | |
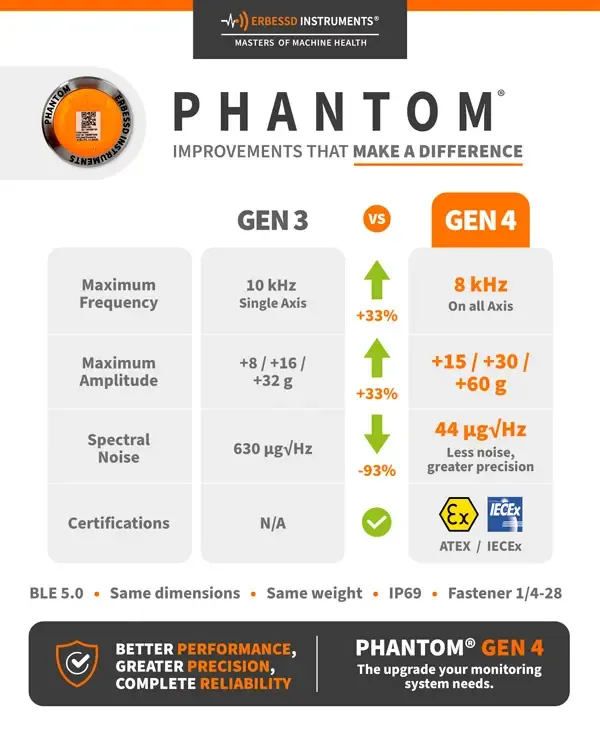
Mejorado con respecto a los sensores anteriores de monitoreo de vibración para áreas peligrosas
Estas mejoras hacen que el sensor de monitoreo de vibración certificado ATEX Gen 4 sea más útil para el análisis de vibración en áreas peligrosas, no solo para el monitoreo de tendencias. El menor ruido espectral mejora la visibilidad de los componentes de vibración de baja amplitud, lo que ayuda al analista a distinguir el comportamiento real de la máquina del fondo del sensor. Esto es especialmente importante cuando el objetivo es la detección temprana de fallas, una interpretación más clara de la FFT y una revisión más confiable de los cambios sutiles a lo largo del tiempo.
Gen 4 también mejora la consistencia de medición al extender la respuesta de baja frecuencia hasta 0 Hz y proporcionar la misma frecuencia máxima en los tres ejes. En la práctica, esto proporciona una señal triaxial más uniforme, mejor comparación entre direcciones y datos más limpios de forma de onda y espectro para diagnósticos. El aumento en el rango dinámico también permite que el sensor maneje una mayor variedad de máquinas y condiciones de operación sin sacrificar la calidad de la señal.

Compatibilidad de software para monitoreo y análisis
La compatibilidad de software permite que los datos de nuestro sensor de monitoreo de vibración certificado ATEX se integren directamente en los flujos de trabajo de monitoreo y análisis. El sensor funciona con EI-Analytic™, Digivibe MX® y WiSER VIBE®, lo que permite revisar los datos en entornos móviles, de escritorio y basados en la nube para tendencias, revisión de alarmas, análisis FFT y monitoreo general de condición.
También admite integración con sistemas de planta y de terceros a través de MQTT, OPC-UA y Modbus TCP/IP. Esto permite que el mismo punto de medición inalámbrico alimente tanto los flujos de trabajo de análisis de vibración como las arquitecturas más amplias de monitoreo o automatización, lo cual es útil cuando el objetivo es combinar datos de monitoreo de condición con la infraestructura de comunicación industrial existente.
Solicite su sensor de monitoreo de vibración para áreas peligrosas
